不锈钢材质:
我司采(cǎi)用06Cr19Ni10(30408),国家标准GB24511。
外表面处理工艺:
我司(sī)不锈钢容器主要有(yǒu)拉丝(sī)和镜面抛光两种工艺,辅助工艺(yì)有喷漆工艺。
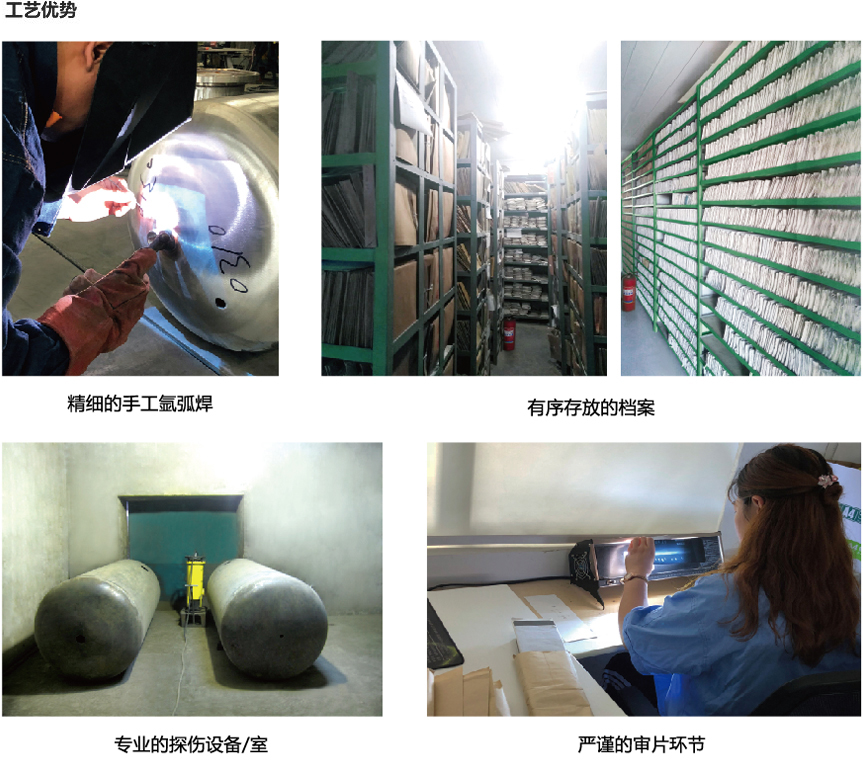
不锈钢储罐的焊(hàn)接工艺您都了解吗
不锈钢储罐,顾名思义就是使用不锈钢焊接而成的罐子。一般来(lái)说,不锈钢储罐应该有较高的密(mì)闭性和较强的耐腐蚀(shí)性,这就对不锈钢储罐的制作技术和焊接(jiē)工艺提出了较高的要求(qiú)。那么,不锈钢储罐的焊接工艺(yì)是咋(zǎ)样的呢?下面(miàn)我们便来一起了(le)解一下。
众所周知,不(bú)锈钢焊接(jiē)工艺有很多种,且每(měi)种的焊接质量也都不错。但是在生(shēng)产制作不锈(xiù)钢储罐时,使用最(zuì)多的还是氩弧焊(hàn)焊(hàn)接,且一般(bān)都是手工焊接的。在(zài)氩弧焊焊接中,我们(men)要使(shǐ)用小电(diàn)流(liú)、快焊速、短弧窄道(dào)焊,并使控(kòng)制层间的温度(dù)要控制在100度以下,当然(rán)使用的焊接材料也要匹(pǐ)配,否则会影响焊接效果。
另外,为了避免(miǎn)在焊接时出现热裂(liè)纹现象,我们还要注意选择碳含量低的优质氢焊(hàn)条,焊(hàn)接时填满弧坑(kēng),且要收弧要慢,形成月牙型收弧状。灭弧的时间间隔(gé)要把握的好,要在(zài)上一次弧点变为暗红(hóng)色(sè)之前,进行下次的焊接。
一般来说,只要我们能在焊接时注意好以上几个(gè)事项,就可以制作出质(zhì)量较高的不锈钢储罐(guàn)了。